

Tin Mới Nhất






Xử lý austenit dư trong lớp thấm C-N bằng phương pháp gia công lạnh sâu
06/12/2017
Việc xác định lượng austenit dư hiện nay rất khó khăn bằng phương pháp hiển vi quang học hoặc phương pháp rơngen. Tuy nhiên khi làm lạnh sâu các mẫu sau tôi có thể nhận biết mức độ chuyển biến austenit-mactenxit qua sự thay đổi độ cứng tế vi của mẫu
Deep cooling treatment to reduce the retained austenite in carbonitriding depth
Lê Thị Chiều Trường ĐHBK HN
TÓM TẮT
Sự thay đổi tổ chức và độ cứng tế vi khi gia công lạnh với nhiệt độ và thời gian khác nhau cho phép nhận biết và có thể khống chế mức độ chuyển biến austenit dư-mactenxit trong lớp thấm của các mẫu đã thấm cacbon-nitơ và tôi. Nhờ vậy có thể thay đổi tính chất lớp thấm bằng gia công lạnh.
ABSTRACT
Nitrogen lowers the transformation temperature of austenite, delays the transformation of austenite to marten- site at ambient temperature. The low hardness resulting from retained austenite is undesirable in many applica- tions. The amount of retained austenite can be significantly decreased by cooling the quenched parts to (-100 + - 20)°C and it results in increasing hardness of samples.
1. Mở đầu
1.1. Sự có mặt và vai trò của austenit dư
Sự có mặt của nitơ trong lớp thấm cacbon-nitơ có tác dụng hạ thấp điểm Md (điểm chuyển biến từ austenit sang mactenxit). Vì vậy khi làm nguội đến nhiệt độ thường sau tôi, trong lớp thấm cacbon- nitơ luôn tồn tại austenit dư, nhất là vùng sát bề mặt [1]. Lượng austenit dư quá lớn, (lớn hơn 50%) sẽ làm giảm mạnh độ cứng, tính chống mài mòn [2], giảm độ bền tiếp xúc và độ bền mỏi của chi tiết. Hơn nữa, trong quá trình chi tiết làm việc, austenit dư có thể chuyển biến thành mactexit làm tăng thể tích, sinh biến dạng và tạo ứng suất dư, có thể dẫn đến giòn, nứt. Mặt khác, với một lượng austenit dư hợp lý, trong khoảng (25-40)% lớp thấm sẽ có độ bền uốn cao, có độ dai va đập tốt và giảm thiểu các điểm tập trung ứng suất, độ bền uốn và độ dai va đập đều tăng [3]. Nếu austenit dư chỉ còn (10-20)%, độ dai của lớp thấm giảm, khả năng chống mài mòn cũng giảm. Có thể nói austenit dư vừa là tốt vừa là xấu đối với lớp thấm cacbon-nitơ.
Khi làm lạnh sâu chi tiết có chứa austenit dư, tuỳ theo nhiệt độ và thời gian xử lý, austenit có thể chuyển biến thành mactenxit gần hết hoặc từng phần [4].
Việc xác định lượng austenit dư hiện nay rất khó khăn bằng phương pháp hiển vi quang học hoặc phương pháp rơngen. Tuy nhiên khi làm lạnh sâu các mẫu sau tôi có thể nhận biết mức độ chuyển biến austenit-mactenxit qua sự thay đổi độ cứng tế vi của mẫu, từ đó điều chỉnh được các thông số thấm có ảnh hưởng đến sự tồn tại của austenit dư để đạt được cơ tính theo yêu cầu. Đó chính là nội dung nghiên cứu được trình bầy trong bài báo này.
1.2. Các yếu tố ảnh hưởng tới hàm lượng austenit dư
1.2.1. ảnh hưởng của tổng hàm lượng cacbon và nitơ
Lượng austenit dư trong lớp thấm phụ thuộc mạnh vào tổng lưọng hai nguyên tố thấm. Khi tổng lượng C+N tăng, lượng austenit dư tăng dần, đạt cực đại và sau đó giảm. Ví dụ với thép 20XΓT (theo tiêu chuẩn Nga), austenit dư cực đại là (40÷50%) khi tổng lượng (C+N) = 0,95% [2]. Trong thép 25X(M austenit đạt giá trị cực đại (45-60%) khi tổng lượng (C+N) = (0,951-1,2) % (hình 1). Tiếp tục tăng tổng hàm lượng (C+N), lượng austenit dư giảm vì lúc đó nitơ có điều kiện tập trung thành phân tử (N2) tạo nên các bọt khí dạng lỗ đen làm giảm độ bền lớp thấm [2,4].
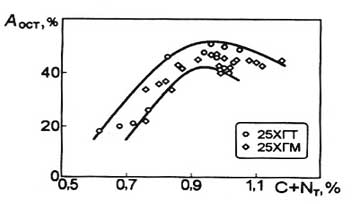
Hình 1. Sự phụ thuộc của austenit dư vào tổng lượng C+N
1.2.2. Ảnh hưỏng của loại thép
Lượng austenit dư còn phụ thuộc vào loại thép.
Với các thép chỉ chứa các nguyên tố tạo cacbit mạnh như Mn, Cr, Ti, thép 20XΓT, 20X (tiêu chuẩn Nga), khi thấm, do hàm lượng cacbon và nitơ trên bề mặt cao hơn trong lõi, các nguyên tố hợp kim chủ yếu nằm trong hợp chất với các cacbon và nitơ. Trong lớp thấm chứa một lượng lớn cacbit và nitơrit. austenit trở nên nghèo nguyên tố hợp kim nên sau khi tôi, lượng austen- it dư không lớn. Gia công lạnh không có tác dụng tăng độ cứng vì không có chuyển biến austenit- mactenxit. Với các thép có thêm môlipđen hoặc môlipđen và niken: niken không tạo cacbit, làm ổn định austenit, làm tăng mạnh austenit dư.
Môlipđen là nguyên tố tạo cacbit mạnh nhưng vì là nguyên tố có trọng lượng và đường kính nguyên tử lớn, tốc độ khuếch tán của Mo trong austenit nhỏ hơn 105 lần so với tốc độ khuếch tán của cacbon [2], mặt khác môlipđen chỉ tạo cácbit kép (FeMo)3C, lượng nguyên tử trong một ô mạng rất lớn, khó di chuyển, phải thấm với một thời gian rất dài mới tạo thành cacbit và nitơrit môlipđen.Vì vậy môlipđen chủ yếu nằm trong austenit. Không những thế nó còn gây xô lệch mạng austenit, gây khó khăn cho các nguyên tố hợp kim khác khuếch tán tạo cácbit và nitơrit, giữ các nguyên tố đó trong austenit, giảm tốc độ tôi tới hạn, hạ thấp điểm Md, làm ổn định austenit, tăng lượng austenit dư. Thép chứa các nguyên tố như Mo, Ni có lượng austenit dư cao, gia công lạnh có tác dụng tăng độ cứng cho các loại thép này.
1.2.3. Ảnh hưởng của nhiệt độ thấm C-N tới lượng austenit dư
Rất khó xác định vì xử lý ở nhiệt độ cao, một mặt austenit ổn định nên austenit dư tăng, nhưng mặt khác tại nhiệt độ cao, hàm lượng nitơ trong lớp thấm giảm lại làm giảm austenit dư [4].
2. Thực nghiệm
Thực nghiệm được thực hiện tại xưởng Nhiệt luyện, Đại học Bách khoa Hà Nội. Tiến hành thấm cho các loại thép 20XM, 20XΓT, SCM420. Nhiệt độ thấm 840°C, thời gian thấm là 3 giờ, thành phần khí thấm bao gồm gas công nghiệp VN, khí CO2, NH3 và khí N2. Các thí nghiệm gia công lạnh được thực hiện trong các tủ lạnh sâu, khoa Công nghệ hoá hoc, ĐHBK Hà Nội. Độ cứng tế vi trong lớp thấm được đo trên máy Duramin Struer của hãng Redorevre Denmark, tải trọng 100 g. Giá trị độ cứng khi đo là Vicker, sau đó máy tự chuyển đổi sang HRC. Tổ chức tế vi được quan sát dưới kính hiển vi Axivert 25 và Axivert 100 do hãng Carl Zeiss Goettingen sản xuất.
Thực hiện gia công lạnh cho thép 20XM và 20XΓT qua thấm C-N ở 850°C thời gian là 1,5 h; tôi trực tiếp trong dầu nóng. Chế độ lạnh sâu và thời gian thực hiện như sau:
- Nhiệt độ lạnh: T = -76°C, thời gian giữ lạnh: 90 phút. - Nhiệt độ lạnh: T = -20°C, thời gian giữ lạnh: 20 phút; 40 phút; 60 phút.
Thành phần thép xem bảng 1.
| Thép | C | Si | Mn | P | S | Cr | Ni | Mo |
| 20XM | 0,2020 | 0,2261 | 0,7856 | 0,0158 | 0,0130 | 1,1864 | 0,0418 | 0,1651 |
| SCM420 | 0,1858 | 0,2698 | 0,6549 | 0,0150 | 0,0149 | 1,228 | 0,0834 | 0,1536 |
| 20XΓT | 0,17-0,23 | 0,17-0,37 | 0,08 | 0,035 | 0,035 | 1,00-1,35 | 0,3 | - |
3. Kết quả và thảo luận
3.1. Sự thay đổi tổ chức tế vi
Từ ảnh tổ chức tế vi của mẫu thép trước khi gia công lạnh (hình 2) có thể quan sát thấy kim mactenxit và một lượng khá lớn austenit dư màu sáng. Sau khi gia công lạnh ở nhiệt độ -76°C trong 90 ph, tổ chức mẫu thép 20XM thay đổi, trở nên nhỏ mịn hơn và lượng pha màu sáng giảm (hình 3).
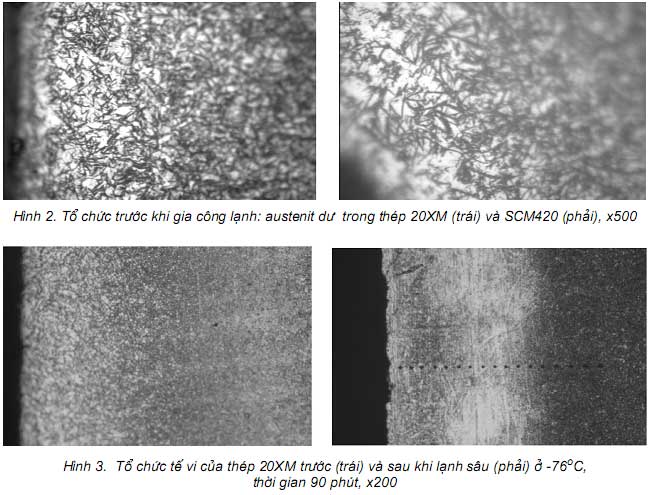
Hình 2 và 3
3.2. Sự thay đổi độ cứng tế vi khi gia công lạnh
Sau khi thực hiện gia công lạnh ở nhiệt độ - 76°C trong 90 phút, mẫu được đo độ cứng tế vi.
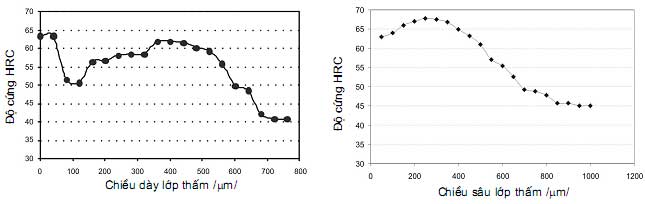
Hình 4. Phân bố độ cứng tế vi theo chiều sâu lớp thấm trước (trái) và sau khi làm lạnh sâu (phải) ở -76°C, thời gian 90 phút
Hình 4 biểu thị các trị số và sự phân bố độ cứng tế vi theo chiều sâu lớp thấm trước và sau gia công lạnh của thép 20XM. Hình 4 (trái) là các trị số độ cứng trước khi gia công lạnh: đường phân bố độ cứng thay đổi không điều hoà, giá trị độ cứng vùng sát bề mặt rất thấp (50 HRC). Hình 4 (phải) là phân bố độ cứng sau gia công lạnh sâu: độ cứng thay đổi mạnh, giá trị cao nhất có thể đến 68 HRC, mất hẳn vùng có độ cứng thấp, chứng tỏ giá trị độ cứng thấp tại vùng đó là do austenit dư, vì ngoài sự chuyển biến của austen- it, không tồn tại nguyên nhân nào khác làm tăng độ cứng mạnh mẽ như vậy khi làm lạnh mẫu. Độ cứng lõi tăng (3-5) HRC. Mức độ làm lạnh sâu và thời gian dài cho thấy rõ khả năng thay đổi tính chất bằng phương pháp gia công lạnh. Tuy nhiên với thép chỉ chứa các nguyên tố tạo cacbit mạnh (thép 20XΓT), phương pháp gia công lạnh không làm thay đổi nhiều giá trị độ cứng sau khi tôi (hình 5).
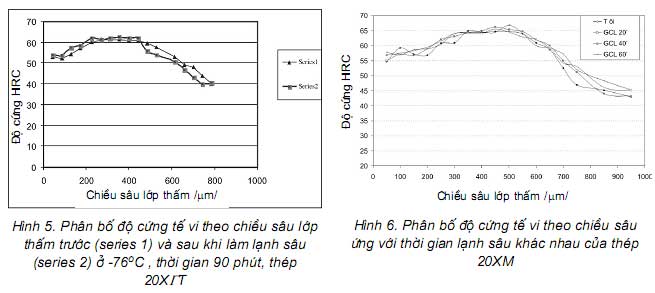
Hình 5 và 6
Điều đó chứng tỏ rằng độ cứng thấp trên bề mặt của các loại thép này không do austenit dư gây nên. Thực hiện gia công lạnh cho thép 20XM với độ lạnh -20°C, giữ ở các mức thời gian khác nhau (hình 6), cho thấy độ cứng sau khi lạnh với thời gian 20 ph không thay đổi nhiều so với sau khi tôi. Khi làm lạnh với thời gian ở 40 và 60 ph, vùng có độ cứng thấp được cải thiện. Độ cứng lõi tăng chút ít. Có thể kết luận rằng dùng phương pháp làm lạnh sâu với nhiệt độ và thời gian thích hợp có thể điều chỉnh được lượng austenit dư sau khi tôi đến nhiệt độ thường và cải thiện tính chất lớp thấm.
4. Kết luận
- Phương pháp gia công lạnh thúc đẩy chuyển biến austenit dư thành mactenxit, làm tăng mạnh độ cứng bề mặt, thay đổi đường phân bố độ cứng theo chiều dày lớp thấm theo chiều hướng điều hoà hơn. Có thể khống chế nhiệt độ hoặc thời gian làm lạnh để kiểm soát lượng austenit dư chuyển biến và độ cứng bề mặt chi tiết thấm. Đối với lớp thấm của thép chứa các nguyên tố tạo cacbit mạnh (có khuyết tật phi mactenxít) việc gia công lạnh sâu không làm thay đổi nhiều các giá trị và phân bố độ cứng.
- Tổ chức sau gia công lạnh mịn hơn. Tuy nhiên sau gia công lạnh độ cứng lõi cũng tăng, có thể làm giảm độ dẻo dai của chi tiết thấm. Ngoài ra do làm lạnh ở nhiệt độ âm, chi tiết có thể đồng thời chịu ứng suất nhiệt và ứng suất tổ chức nên có khả năng xuất hiện vết nứt tế vi, vì vậy cần cân nhắc kỹ trước hoặc chỉ tiến hành gia công lạnh ở mức độ cần thiết.
[symple_box color="gray" text_align="left" width="100%" float="none"]
Tài liệu trích dẫn
- F. K. Cherry, Austenitic nitrocarburizing, Heat treat. met., Vol. 1, 1987, p. 1-5
- R. Davies and C. G. Smith, A practical study of the carbonitriding process, Met. Prog., Vol. 4, 1978, p. 46-53
- Earl A. Carlson, Lindberg, Cold treating and cryogenic treatment of steel, ASM Handbook, 1991, Vol. 4, p. 857-889
- B. M. ЗИHЧEHKO, Ин? енерия пobepxнocти Зyбчатых koлec metoдами xимико-Tермической oбработки, xимико-тepмичеckая oбработка шеcтерен, Mockba, 1986
[/symple_box][symple_clear_floats]