

Tin Mới Nhất






Nâng cao cơ tính của thép thanh cán nóng với các phương pháp xử lý nhiệt khác nhau
06/12/2017
Bài báo trình bày phương pháp nâng cao cơ tính của vật liệu thép thanh sau khi cán nóng. Thường hóa và tôi dưới áp lực của nước sản phẩm thép thanh cán nóng là hai phương pháp được trình bày ở đây.
Improving the mechanical properties of hot-rolled steel bar by applying various heat treatments
Lê Thái Hùng Trường Đại học Bách khoa Hà Nội Đặng Hướng Dương Công ty TNHH Cán thép Tam Điệp
TÓM TẮT
Bài báo trình bày phương pháp nâng cao cơ tính của vật liệu thép thanh sau khi cán nóng. Thường hóa và tôi dưới áp lực của nước sản phẩm thép thanh cán nóng là hai phương pháp được trình bày ở đây. Trên cơ sở xác định cơ tính, tổ chức tế vi và độ cứng của sản phẩm sau khi xử lý nhiệt có thể kết luận phương pháp tôi dưới áp lực cao của nước là rất hiệu quả để nâng cao cơ tính của vật liệu. Các thông số công nghệ của chế độ nhiệt luyện đã được đưa ra cho các dải sản phẩm khác nhau.
ABSTRACT
This paper deals with a method to improve mechanical properties of a hot-rolled steel bar. Products of the hot- rolled steel bar were air cooled and quenched under high water pressure. The mechanical properties, microstruc- ture and hardness of the products after heat treatment have been determined. It is concluded that the quenching method under high water pressure could be applied to improve the mechanical properties of rolled steels. The para- meters of heat treatment regimes are established for different size of the products.
1. Đặt Vấn Đề
Cải thiện hay nâng cao cơ tính của vật liệu kim loại nói chung và thép xây dựng nói riêng được quan tâm ngày càng nhiều. Các công trình xây dựng nhà ở, cầu, cống, có kết cấu ngày càng phức tạp và quy mô lớn, đòi hỏi độ bền, tuổi thọ cao. Để đạt được điều đó thì cơ tính thép xây dựng cần được nâng cao và cải thiện.
Tùy theo mục đích của các kết cấu công trình mà có thể sử dụng thép xây dựng có độ bền cao hoặc độ dẻo dai lớn. Nhiệt luyện là một phương pháp hiệu quả giúp giải quyết được vấn đề này [1].
Bài báo này đề cập đến hai phương pháp nhiệt luyện cơ bản để nâng cao cơ tính của vật liệu sau khi cán, đó là thường hóa và tôi dưới áp lực nước. Đối với sản phẩm thép thanh nếu không có yêu cầu đặc biệt về độ cứng bề mặt thì sau khi qua giá cán tinh nó được chuyển thẳng đến sàn nguội để làm nguội trong không khí.
Trong thời gian di chuyển trên sàn nguội, thép được thường hóa. Đối với sản phẩm thép thanh chất lượng cao yêu cầu có độ bền và độ cứng bề mặt lớn hơn đòi hỏi phải có một chế độ nhiệt luyện hợp lý [2]. Sản phẩm thép cán sau khi ra khỏi giá cán tinh có tốc độ cán rất lớn nên để có được một chế độ nhiệt luyện thích hợp sẽ không đơn giản.
Để thấy rõ sự khác biệt giữa các phương pháp xử lý nhiệt,trong phần trình bày tiếp theo sẽ đề cập đến vật liệu, phương pháp xử lý nhiệt và các phương pháp xác định cơ tính.
2. Thực Nghiệm
Sơ đồ trên hình 1 mô tả các bước công nghệ chính để cán thép thanh. Vật liệu cán là thép CT5 (SD295A), có thành phần như sau: 0,29%C max; 0,55%Si max; 1,8% Mn max; 0,04%P max; 0.05%S max.
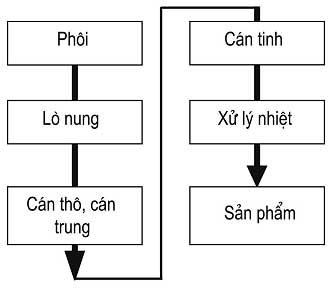
Hình 1: Sơ đồ cán nóng thép thanh
Phôi sau khi nung nóng trong lò nung tại nhiệt độ (1150-1200) °C được đưa đến khu vực giá cán thô, cán trung và cán tinh. Tùy theo kích thước sản phẩm mà số giá cán theo hệ giá đứng-nằm có bố trí các hệ lỗ hình đứng nằm xen kẽ là bao nhiêu. Sau khi vật cán ra khỏi giá cán tinh tùy theo yêu cầu của chất lượng sản phẩm sẽ được làm nguội trong không khí hoặc đi qua hệ thống xử lý nhiệt.
Mục đích của hệ thống xử lý nhiệt là quá trình tôi nhanh sản phẩm sau giá cán tinh nhằm tạo ra sự chuyển biến cấu trúc kim loại từ mặt ngoài đến lõi thanh thép (martensite-bainite-austenite) để cải thiện cơ tính của thép mà không cần tăng hàm lượng các nguyên tố trong thành phần mác thép. Sơ đồ hệ thống xử lý nhiệt được mô tả trên hình 2.
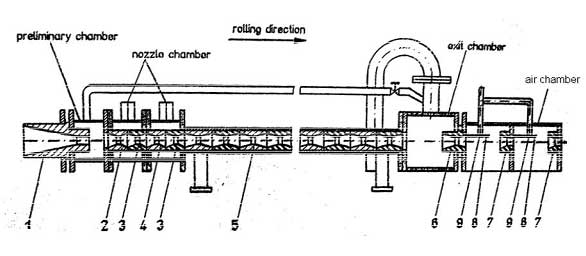
Hình 2: Sơ đồ hệ thống xử lý nhiệt 1. ống dẫn thanh thép vào; 2-5 các ống dẫn Venturi; 6-7 ống dẫn ra; 8-9 các tấm dẫn hướng.
Một đầu ống được phun nước với áp lực lớn, thép đi qua ống được ngâm trong nước với tốc độ lưu chuyển lớn nên nguội rất nhanh. Bên trong các ống chính là hệ thống các ống dẫn dạng ống Venturi có tác dụng dẫn hướng cho thép trong ống khỏi bị lệch hướng và tắc ống. Các thông số chính của hệ thống xử lý nhiệt [3] là:
- Chiều dài ống là : l = 4900 mm - Đường kính trong của ống : dtr = 75 mm - Đường kính ngoài của ống : dng = 140 mm
Dưới đây là ví dụ về các thông số cán và xử lý nhiệt chính để cán thép vằn D14, [3]:
- Đường kính danh nghĩa sản phẩm, d: 14 mm - Tốc độ giá cán tinh: 12 m/s - Nhiệt độ kết thúc cán tinh: 1050°C - Nhiệt độ cân bằng sau khi xử lý nhiệt: 630°C - Lưu lượng nước: 200 m3/h - Áp suất nước: (1.0÷1.2) MPa.
Để xác định cơ tính của vật liệu cho thép vằn D14, thí nghiệm kéo, xoắn được thực hiện trên máy kéo nén MTS 100 kN, hành trình 300 mm, tốc độ kéo đầu chày nhỏ nhất có thể kéo là 0.01 mm/s. Góc xoắn lớn nhất là 50°. Tổ chức tế vi và độ cứng của vật liệu được thực hiện tương ứng trên kính hiển vi quang học Axiovert 100A và máy đo độ cứng tế vi Duramin Struer. Các kích thước mẫu kéo-xoắn được thể hiện trên hình 3.
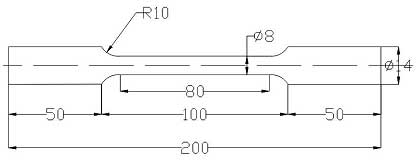
Hình 3. Bản vẽ mẫu kéo và xoắn
Mẫu kéo, xoắn và mẫu đo độ cứng đều được chế tạo với hai chế độ nhiệt luyện khác nhau là thường hóa, ký hiệu là C2 (làm nguội trong không khí) và làm nguội dưới áp lực cao của nước, ký hiệu C3. Tổ chức tế vi được xem xét tại ba vị trí tương ứng trên hình 4 là p1, p2, p3. Tại ba vị trí này độ cứng cũng được đo trên cả hai mẫu C2, C3 với tải trọng tương ứng là P = 750 và 150 kg. Mẫu được tẩm thực và đánh bóng trước khi quan sát tổ chức và đo độ cứng.
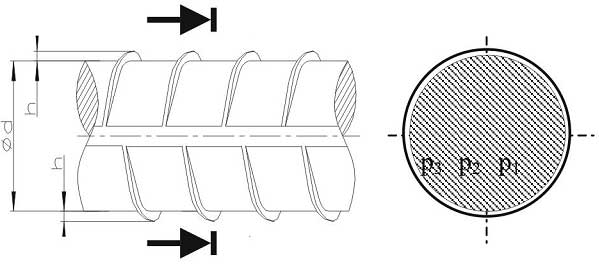
Hình 4: Vị trí đo độ cứng và quan sát ảnh tổ chức tế vi của mẫu C3.
3. Kết Qủa Và Thảo Luận
Đồ thị kéo (hình 5a) mô tả quan hệ giữa ứng suất thực và biến dạng thực, và đồ thị xoắn (hình 5b) mô tả quan hệ giữa mômen xoắn và biến dạng thực.
Trên hình 5a có thể xác định được giới hạn bền, giới hạn chảy, mô đun đàn hồi, độ giãn dài tương đối của vật liệu, cụ thể được cho trong bảng 1.
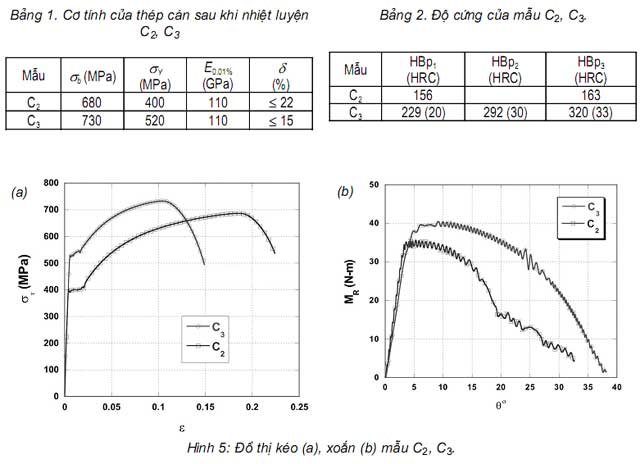
Bảng 1, 2 và Hình 5
Kết quả trên cho thấy rõ sự khác nhau về cơ tính của vật liệu với hai chế độ xử lý nhiệt khác nhau. Với chế độ nhiệt luyện dưới áp lực nước mẫu C3 có giới hạn bền (σb); giới hạn chảy (σch) (hình 5a) và mômen xoắn MR (hình 5b) cao hơn (bảng 1), nhưng độ giãn dài δ của mẫu C3 (15%) thấp hơn so với mẫu C2 (22%), tức giảm 7%.
Trên bảng 2 ta thấy độ cứng của vật liệu cũng tăng dần từ tâm ra đến bề mặt của mẫu. Trên ảnh hiển vi quan sát được tổ chức máctenxít xuất hiện trên bề mặt của mẫu C3, hạt dài ra hình nhánh cây (hình 6). Trong khi đó tổ chức mẫu C2 có kích thước hạt khoảng 10-12 μm sắp xếp đều nhau (hình 7). Trên hình 6 cũng thấy rõ biên giới giữa lõi và vùng bề mặt.
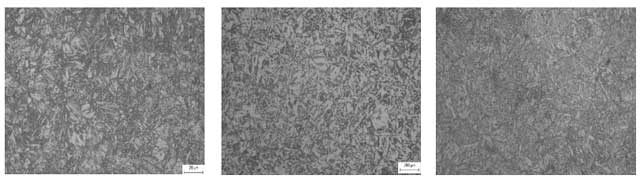
Hình 6. ảnh tổ chức tế vi (x500) của mẫu C3 tương ứng với các vị trí bề mặt p3 (a), lõi tâm p1 (b) và ranh giới giữa bề mặt và lõi tâm p2 (c)
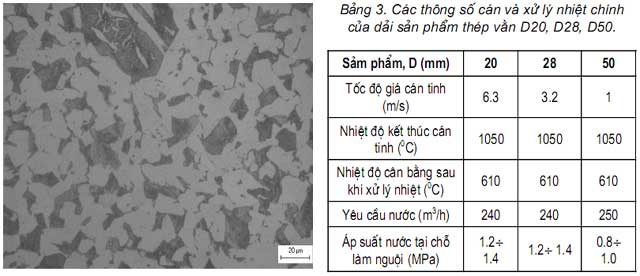
Bảng 3 Hình 7. ảnh tổ chức tế vi của mẫu C2
Điều đó chứng minh tại sao vật liệu có độ bền cao hơn, bề mặt thì cứng hơn và có tính hàn tốt hơn so với tâm. Bảng 3 là kết quả thực nghiệm xác định các thông số xử lý nhiệt cho sản phẩm thép vằn D20, D28, D50. Kết quả này nhận được trên cơ sở nghiên cứu cơ tính, tổ chức tế vi và độ cứng của các mẫu tương ứng với các sản phẩm trên.
Nghiên cứu cho thấy để có được các thông số xử lý nhiệt tối ưu thì nhiệt độ của phôi ra khỏi lò, nhiệt độ tại giá cán tinh và tốc độ tại giá cán tinh phải ổn định. áp suất nước được điều chỉnh trên cơ sở tốc độ cán cho từng loại sản phẩm và nhiệt độ tại giá cán tinh.
4. Kết Luận
Kết quả nghiên cứu cho thấy sự khác nhau giữa hai phương pháp xử lý nhiệt. Cơ tính của vật liệu được cải thiện rõ rệt, giới hạn bền tăng 10%, độ cứng của vật liệu cũng tăng từ trong tâm ra ngoài bề mặt, đảm bảo tính dẻo dai ở tâm và cứng bề mặt, khả năng liên kết với các vật liệu khác được cải thiện. Chế độ nhiệt luyện với áp lực cao của nước đã được ứng dụng thành công tại công ty TNHH Cán thép Tam Điệp.
[symple_box color="yellow" text_align="left" width="100%" float="none"]
Tài Liệu Trích Dẫn
- Lê Công Dưỡng (chủ biên), Vật liệu học, Nhà xuất bản Khoa học-Kỹ thuật, Hà Nội, 1997
- Haji B. B. O et al, Unsteady state thermal behavior of industrial quenched steel bar, 18th World IMACS/MOD- SIM Congress, Australia, 2009
- Các số liệu ban đầu và quy trình xử lý nhiệt được thực hiện tại Công ty TNHH Cán thép Tam Điệp, Ninh Bình, 2009
[/symple_box][symple_clear_floats]