

Tin Mới Nhất






Giải mã sai hỏng để nâng cao chất lượng cho khuôn dập nguội làm bằng thép SKD11
06/12/2017
Bài báo này đề cập đến việc khảo sát các nguyên nhân do vật liệu và nhiệt luyện không đúng dẫn đến tuổi thọ của khuôn thấp, các biện pháp khắc phục để nâng cao chất lượng của khuôn dập nguội bằng thép họ SKD11
Decode defects to improve the quality of cold working dies of SKD11 STEEL
Phùng Thị Tố Hằng, Nguyễn Anh Sơn Trường Đại học Bách Khoa Hà Nội
Tóm Tắt
Tuổi thọ khuôn luôn là vấn đề được quan tâm ở không chỉ ở Việt nam mà cả các nước trên thế giới. Việc xác định các sai hỏng có nguyên nhân từ vật liệu hoặc xử lý nhiệt vật liệu làm khuôn mà chúng ảnh hưởng đến chất lượng của khuôn dập nguội bằng thép SKD11 là công việc có ý nghĩa rất quan trọng. Từ đó có thể khắc phục và điều chỉnh vật liệu, các biện pháp xử lý nhiệt vật liệu làm khuôn, nhằm nâng chất lượng và tuổi thọ khuôn. Bài báo này khảo sát các yếu tố ảnh hưởng đến chất lượng khuôn dập nguội như các dạng sai hỏng, tổ chức tế vi của thép SKD11 ở trạng thái cung cấp, ảnh hưởng của nó đến tổ chức và cơ tính sau nhiệt luyện kết thúc, phân tích nhược điểm của một số qui trình nhiệt luyện đang sử dụng và đưa ra các kiến nghị về biện pháp xử lý.
Abstract
The service life of dies is interesting not only in VietNam but also in many other countries. The identification of defects of the dies caused by materials or heat treatnment had very important signification because these defects affect the quality of cold working dies of SKD11 steel. Therefore we can enhance and control material or heat treatments to improve servise life and quality of dies. This report deals with investigating factors that affect the quality of cold working dies such as defects, primery microstructure of SKD11 affecting their microstructure and properties after quenching and tempering. This report also analyzes disadvantages of some heat treatment processes used in manufactures and makes recommendations to repairing
1. Mở Đầu
Nâng cao tuổi thọ cho khuôn dập nguội đã và đang là vấn đề được quan tâm của công nghiệp Việt Nam trong thời kỳ hội nhập nhằm mục tiêu sản xuất ra các sản phẩm có chất lượng cao, giá thành hạ, có tính cạnh tranh trong khu vực và trên thế giới. Việc phát triển công nghiệp sản xuất xe máy và ôtô ở Việt nam càng đặt ra đòi hỏi cấp thiết cho việc nghiên cứu các biện pháp nâng cao chất lượng và tuổi thọ cho khuôn dập nguội.
Như chúng ta đã biết, các đặc tính quan trọng quyết định tính chất của khuôn bao gồm độ bền, độ cứng, độ dai, khả năng chống mài mòn. Các loại khuôn khác nhau đòi hỏi cơ tính khác nhau, khuông dập nguội cần có độ cứng cao để biến dạng nguội các vật liệu gia công, thường nằm trong khoảng từ 58-62HRC [1,2,3]. Khuôn đột dập làm việc trong điều kiện va đập, độ cứng không nên vượt quá 60 HRC do dễ bị sứt, vỡ. Khuôn dập vuốt và dập sâu, chủ yếu chịu ma sát và mài mòn, độ cứng có thể lấy theo giớ hạn trên.
Hơn nữa, khi độ cứng của dụng cụ trên 60 HRC thì cứ tăng thêm 1 HRC thì tuổi thọ của khuôn tăng thêm 30%, đây cũng là điều đáng quan tâm để nâng cao tuổi thọ của khuôn. Nghiên cứu chất lượng khuôn cho thấy rằng, tuổi thọ của khuôn thấp có thể do các nguyên nhân:
- Khả năng chống mài mòn kém có thể do độ cứng thấp (52-55 HRC)
- Hiện tượng sứt và vỡ khuôn do nhiệt luyện không đúng (độ cứng không phù hợp với chức năng khuôn, chẳng hạn khuôn đột dập độ cứng nên thấp hơn khuôn dập vuốt).
- Vật liệu làm khuôn không tương thích với vật liệu dập sản phẩm và số lượng chi tiết sản xuất trên một đầu khuôn.
- Lắp đặt khuôn không đúng.
- Chế độ bôi trơn khi dập không đảm bảo.
Ngoài ra, còn có nhiều nguyên nhân khác, đặc biệt là về vật liệu và xử lý nhiệt vật liệu. Bài báo này đề cập đến việc khảo sát các nguyên nhân do vật liệu và nhiệt luyện không đúng dẫn đến tuổi thọ của khuôn thấp, các biện pháp khắc phục để nâng cao chất lượng của khuôn dập nguội bằng thép họ SKD11.
2. Phương pháp nghiên cứu
Thép làm khuôn dập nguội thường sử dụng hiện nay là SKD11, đây là loại thép làm khuôn thích hợp với các vật liệu dập là thép tấm (SPCC), thép không gỉ và cho sản lượng lớn. Bảng 1 là thành phần của SKD11 theo tiêu chuẩn JIS ( Nhật bản) và một số mác cùng họ của các nước.
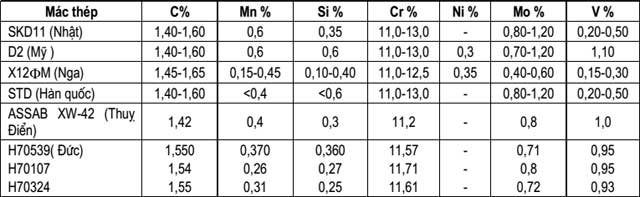
Bảng 1. Thành phần của thép SKD11 và một số mác thép tương đương của một số nước
Các nghiên cứu xuất phát từ việc khảo sát các khuôn dập nguội hỏng do một số công ty trên địa bàn Hà nội cung cấp, các khuôn này được phân tích thành phần hoá học (bằng phương pháp quang phổ phát xạ, đo độ cứng trên thiết bị HP250 (của Nga) và Mityo (của ý), chụp ảnh tổ chức tế vi của khuôn hỏng tại các vị trí khác nhau trên kính hiển vi Asiover 100A (của Đức). Nghiên cứu tổ chức ở trạng thái cung cấp của thép SKD11 của công ty, nghiên cứu qui trình nhiệt luyện hiện đang được nhiều công ty trên địa bàn Hà nội sử dụng.
3. Kết quả và bàn luận
3.1. Khảo sát các dạng sai hỏng của khuôn
Hình 1. Một số dạng sai hỏng khuôn dập nguội a. Khuôn dập nứt ngay trong khi gia công b. Mảnh vỡ chày dập thìa inoc c. Mảnh vỡ cối dập thìa inoc d. Chày khuôn dập chậu rửa kép inoc bị dính, xước sau một thời gian làm việc
Hình 1 là ảnh các dạng khuôn sai hỏng sau một thời gian làm việc, nguyên nhân các sai hỏng của các khuôn dập có thể dự đoán như sau:
- Nứt, vỡ: có thể do sự không tương thích giữa vật liệu làm khuôn với phôi dập hoặc chọn vật liệu làm khuôn không đúng. Chẳng hạn khuôn cắt hình và khuôn dập vuốt bằng thép SKD11, vật liệu dập là thép SPCC, theo qui trình xử lý nhiệt của công ty thông thường dập được 10.000 sản phẩm. Trong khi nếu nhiệt luyện đúng, khuôn có thể sản xuất 1 triệu sản phẩm [4]. Do thép SKD11 là thép họ lêdêburit, cacbit sau đúc có dạng xương cá thô. Nếu tổ chức ban đầu của vật liệu làm khuôn có cacbit thô, phân bố dạng thớ do rèn phôi sau đúc không kỹ, không được làm vỡ vụn và phân bố đều trước khi chế tạo khuôn, sẽ là nơi phát sinh vết nứt đầu tiên, dẫn đến nứt vỡ. Nứt vỡ còn có thể có nguyên nhân bởi ứng suất nhiệt ở các chi tiết không đồng đều về tiết diện, có phần dày, phần mỏng. Phần mỏng khi nung sẽ đạt nhiệt độ trước phần dày.
Do đó, để tránh nứt hoặc cong vênh cần nung chậm hoặc nung phân cấp, tạo cân bằng nhiệt giữa phần dày và phần mỏng cũng như giữa bề mặt và lõi. Làm nguội nhanh cũng gây ra ứng suất nhiệt, SKD11 là thép hợp kim cao, có tốc độ nguôi tới hạn nhỏ, làm nguội chậm cũng nhận được máctenxit, nên không cần làm nguội với tốc độ lớn, thường sử dụng dầu nóng để hạn chế ứng suất. Khi nhiệt luyện còn có ứng suất tổ chức do quá trình chuyển biến austenit thành mactenxit với thể tích tăng lên. Sự tăng thể tích của các phần không đều nhau cũng là một trong những nguyên nhân gây ra nứt. Vì vậy, cần tận dụng tôi đẳng nhiệt với các loại thép hợp kim cao như SKD11[5].
Nứt chân chim là một dạng khác, có nguyên nhân do sự thoát cácbon bề mặt khi nung trong lò không có khí bảo vệ. Trong môi trường nung thông thường có chứa các các khí có tác dụng ôxy hóa, dễ tác dụng với sắt và cacbon. Ôxy trong môi trường sẽ tác dụng với sắt, tạo ra ôxit sắt, lớp vảy này làm xấu bề mặt và giảm kích thước của chi tiết. Ôxy còn có thể tác dụng với cacbon của thép, dẫn đến hiện tượng mất cacbon ở bề mặt. Khi tôi, bề mặt sẽ chuyển biến thành mactenxit có hàm lượng cacbon thấp với thể tích riêng nhỏ hơn thể tích riêng của mactenxit của lớp liền kề có hàm lượng cacbon cao hơn do không bị thoát cacbon. Sự không đồng đều về tổ chức giữa bề mặt bị thoát cacbon và lớp liền kề bề mặt làm cho lớp bề mặt chịu ứng suất kéo. Khi gia công cơ tiếp theo ứng suất đó tăng lên, nếu lớn hơn giới hạn bền, sẽ dẫn đến nứt chân chim.
- Tuổi thọ của khuôn thấp do độ cứng của khuôn không đạt yêu cầu. Độ cứng có thể thấp hơn yêu cầu. Có rất nhiều nguyên nhân dẫn đến khuôn không đạt độ cứng sau nhiệt luyện. Nhiệt độ tôi thấp, thời gian giữ nhiệt không đủ để hòa tan các cacbit, mactenxit sau tôi có độ quá bão hòa cacbon không cao, độ cứng nhận được thấp. Độ cứng không đạt yêu cầu còn có thể do sử dụng thép SKD11 có chất lượng không cao, sai khác với tiêu chuẩn. Nhiệt độ tôi quá cao, thời gian giữ nhiệt quá dài, lượng cacbon và nguyên tố hợp kim trong austenit ở trạng thái austenit hóa cao, sau tôi lượng austenit dư nhiều, độ cứng sau tôi thấp. Lượng austenit dư này nếu không được chuyển biến đáng kể khi ram cũng là nguyên nhân làm cho độ cứng thấp.
Do đó, cần điều chỉnh lượng austenit dư phù hợp với độ cứng yêu cầu bằng số lần ram. Trong quá trình nhiệt luyện, chi tiết nung không được bảo vệ cẩn thận thì thoát cacbon là nguyên nhân làm cho độ cứng bề mặt thấp và khuôn chóng mòn. Thời gian giữ nhiệt quá lâu có thể làm lớn hạt cũng dẫn đến độ cứng và độ bền thấp.
Kết quả khảo sát độ cứng trên các khuôn nứt vỡ, tuổi thọ thấp được đưa ra trên bảng 2. Các kết quả cho thấy khuôn dập thìa có độ cứng thấp hơn yêu cầu (50-52 HRC). Trong khi đó các khuôn còn lại có độ cứng đáp ứng yêu cầu làm việc nhưng lại bị vỡ do giòn. Nguyên nhân sẽ được giải thích rõ hơn bởi qui trình nhiệt luyện thực hiện dẫn đến tổ chức tế vi không đáp ứng yêu cầu chịu va đập.
- Mài mòn không đều: khi độ cứng trên bề mặt khuôn không đồng đều, sự phân bố không đồng đều austenit dư và cacbit sau tôi có thể gây ra điểm cứng và điểm mềm. Nguyên nhân là do thời gian giữ nhiệt để tôi quá ngắn làm cho tổ chức của chi tiết chưa đồng nhất hoặc do cacbit có thể tích tụ (trước khi tan) phân bố không đều trên nền.
3.2. Phân tích thành phần hoá học của các thép làm khuôn dập nguội i
Bảng 2 cũng giới thiệu thành phần hoá học của các thép làm khuôn sai hỏng được phân tích trên máy quang phổ phát xạ. Ta nhận thấy trừ hai loại khuôn đầu thuộc nhóm thép 90CrSi, thành phần của các thép còn lại thuộc họ SKD11, song ít nhiều sai khác với mác thép tiêu chuẩn, chẳng hạn hàm lượng các bon thấp hơn khá nhiều (1,149; 0,932 so với 1,4-1,6), hàm lượng vanadi lại cao hơn nhiều so với thép chuẩn (2,03; 1,182 so với 0,2-0,5), ngoài ra còn có thêm wolfram, co ban. Sự có mặt của các nguyên tố tạo cácbit mạnh cùng với hàm lượng cácbon
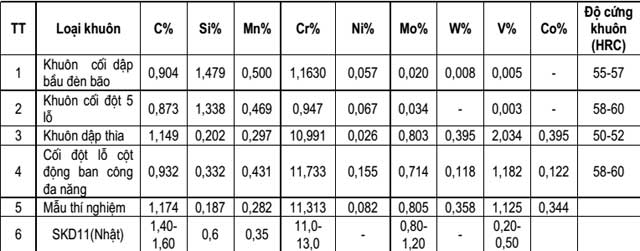
Bảng 2. Thành phần hoá học của các thép làm khuôn và độ cứng sau nhiệt luyện thấp làm cho thép rất nhiều cácbit, lượng cacbon hoá bền cho nền ít.
Có thể nói rằng, nguồn thép vào Việt nam không ổn định và không tiêu chuẩn. Đây sẽ là khó khăn lớn cho người xử lý nhiệt vật liệu, thường xuyên phải điều chỉnh qui trình nhiệt luyện và khó đạt được cơ tính theo yêu cầu.
3.3. Tổ chức thép ở trạng thái cung cấp
Thép SKD11 với tổng hàm lượng các nguyên tố hợp kim từ 14,35-17,25 % là thuộc họ Lêđêbuarit, sau khi đúc, lượng cácbit lớn, có dạng xương cá thô. Vì vậy, cần phải rèn để vỡ vụn các bít xương cá, ủ hay thường hoá trước khi sử dụng. Khảo sát các thép do Công ty kim khí Thăng long cung cấp, với nhiều đợt thép khác nhau và nguồn vật liệu khác nhau, chúng tôi thấy rằng, hầu hết các thép các bít vẫn còn dạng xương cá, phân bố định hướng theo phương rèn. Các bít này không mất đi trong quá trình nhiệt luyện sau này, đây sẽ là một trong những nguyên nhân rất dễ gây nứt vỡ cho khuôn, nhất là khi khuôn chế tạo có mặt cắt ngang vuông góc với định hướng của cácbit xương cá. Hình 2 là tổ chức ban đầu của thép SKD11 ở trạng thái cung cấp, với cacbit thô định hướng theo phương rèn.
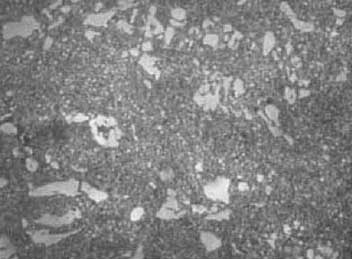
Hình 2. Tổ chức SKD11 ở trạng thái cung cấp X500
3.4. Qui trình nhiệt luyện hiện đang sử dụng:
Qui trình nhiệt luyện đang được áp dụng ở nhiều công ty trên địa bàn Hà nội được đưa ra trên hình 3.
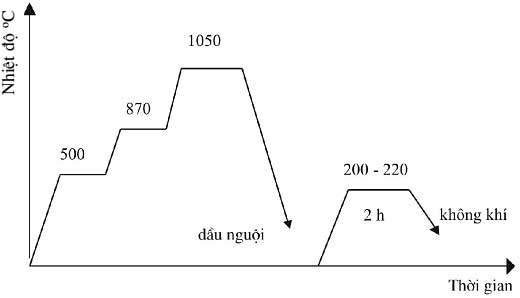
Hình 3. Quy trình tôi và ram khuôn dập
Nhiệt độ phân cấp lần đầu trong qui trình không hợp lý vì hơi thấp (500°C), nhiệt độ này với thép hợp kim cao chưa khử triệt để ứng suất dư do gia công trước đó. Ram thấp sau khi tôi, một mặt không khử hết được ứng suất sinh ra khi tôi, mặt khác chưa tạo ra được các bít nhỏ mịn, phân bố đều trên nền mactenxit ram, đây chính là yếu tố làm tăng khả năng chống mài mòn của khuôn. Mactenxit khi ram ở nhiệt độ cao hơn có độ cứng thấp hơn, đồng thời dẻo dai hơn, góp phần tăng đáng kể tuổi thọ của khuôn.
Hình 4. Tổ chức tế vi của khuôn dập thìa tại cá vùng có chiều dày khác nhau
Hình 4 là ảnh tổ chức tế vi của khuôn dập thìa bị vỡ sau một thời gian làm việc, kết quả của ram thấp cho thấy, hầu như không có cacbit nhỏ mịn phân bố đều, chỉ có cacbit thô định hướng theo phương rèn của tổ chức ban đầu, phần tiết diện dày lượng cacbit này còn lại nhiều hơn (vùng A) do được hòa tan ít hơn vùng có chiều dày mỏng hơn (vùng B). Ngoài ra, các qui trình trên quy trình không thấy dẫn giải về tốc độ nung, đây là một chỉ tiêu quan trọng đối với khuôn dập làm bằng SKD11 do hệ số truyền nhiệt của các thép này thấp.
Tốc độ nung cao có thể dẫn đến hiện tượng nứt. ở vùng nhiệt độ thấp, tốc độ nung nhỏ, chỉ nên khoảng 120-150°C/h, ở vùng nhiệt độ cao, tốc độ có thể tăng lên 200-250°C/h. 3.5 Cơ tính của thép phải thích hợp với điều kiện làm việc của từng loại khuôn Khuôn đột dập, làm việc trong điều kiện chịu va đập và mài mòn, độ cứng nên chọn thấp hơn (56- 58HRC) so với khuôn dập vuốt (58-60HRC), đồng thời tổ chức tế vi nên có nhiều cácbít nhỏ mịn phân bố đều, tăng độ dai va đập , khả năng chống mài mòn và không có ứng suất.
4. Kết luận
Nghiên cứu các nguyên nhân dẫn đến tuổi thọ khuôn thép bao gồm:
- Chọn thép làm khuôn thích hợp với chủng loại khuôn và sản lượng sản phẩm
- Nguồn thép cung cấp cần phải ổn định về thành phần hoá học cũng như tổ chức tế vi ở trạng thái cung cấp
- Tránh thoát các bon bằng cách bảo vệ khi nung
- Chế độ xử lý nhiệt hợp lý: tốc độ nung, nhiệt độ nung phân cấp, nhiệt độ nung kết thúc, thời gian giữ nhiệt, môi trường tôi là các yếu tố phải được thiết lập cụ thể với từng chủng loại khuôn để đảm bảo tổ chức tế vi và cơ tính thoả mãn điều kiện làm việc
Những kết luận trên đây là cơ sở để thiết lập cho nghiên cứu xác lập qui trình nhiệt luyện cho thép làm khuôn dập với tuổi thọ tăng lên.
[symple_box color="yellow" text_align="left" width="100%" float="none"]
Tài Liệu Tham Khảo
- Bruce Wright. “Selection of material for blanking and piercing die”. Research Engineer General Motor Division General Motors corporation. 1980
- Bruce Wright. “Selection of material for press forming die” Research Engineer General Motor Division General Motors corporation. 1985
- Bruce Wright. “Selection of material for Deep drawing die”. Research Engineer General Motor Division General Motors corporation. 1990
- “ Metals Handbook Ninth Edition- Volume 4 Heat Treatment”, American Society For Metals, 1981
- Daniel S Zamborsky. “Distortion in tool steel”. Coporate Metallurgist Warner and Swasey Company. 1980
- Tool Steel; Doosan- Heavy Industry Constraction; 2008
- I.I. Novikov; Theoria Termicheskaia Obrabotka
[/symple_box][symple_clear_floats]